Summary
Setup times are reduced and workloads rationalized through automation of tool position checking during an automatic tool-change process. A sensor on the tool-press ensures that it is completely closed before molding tools are changed safely and efficiently.
Customer Values
- Cost effective solution
- Setup times reduced and workloads rationalized
- Efficient automatic manipulation of molding tools
- Avoidance of production faults, damage to tools or press and resulting downtime
- Process speed and consistency assured
Specific Product Advantages
- Robust construction
- Proven reliability
- High switching accuracy
Customer Application
A tool changing process in presses used to mold automobile body parts has been automated.
The presses concerned are typical down-acting, hydraulic presses, as used in many industries. These presses are equipped with rams that hold the upper tool half in position as they press down on the lower half.
The process of changing tools involves detaching the upper tool half from the ram, putting it into the lower half, and sliding both out of the press. Before the ram releases the top half for any tool change, the tool pair must be in the closed position. This ensures that both tool halves are perfectly aligned when the automatic tool-change process starts, avoiding damage to either tool or press and any consequent downtime.
Customer Solution
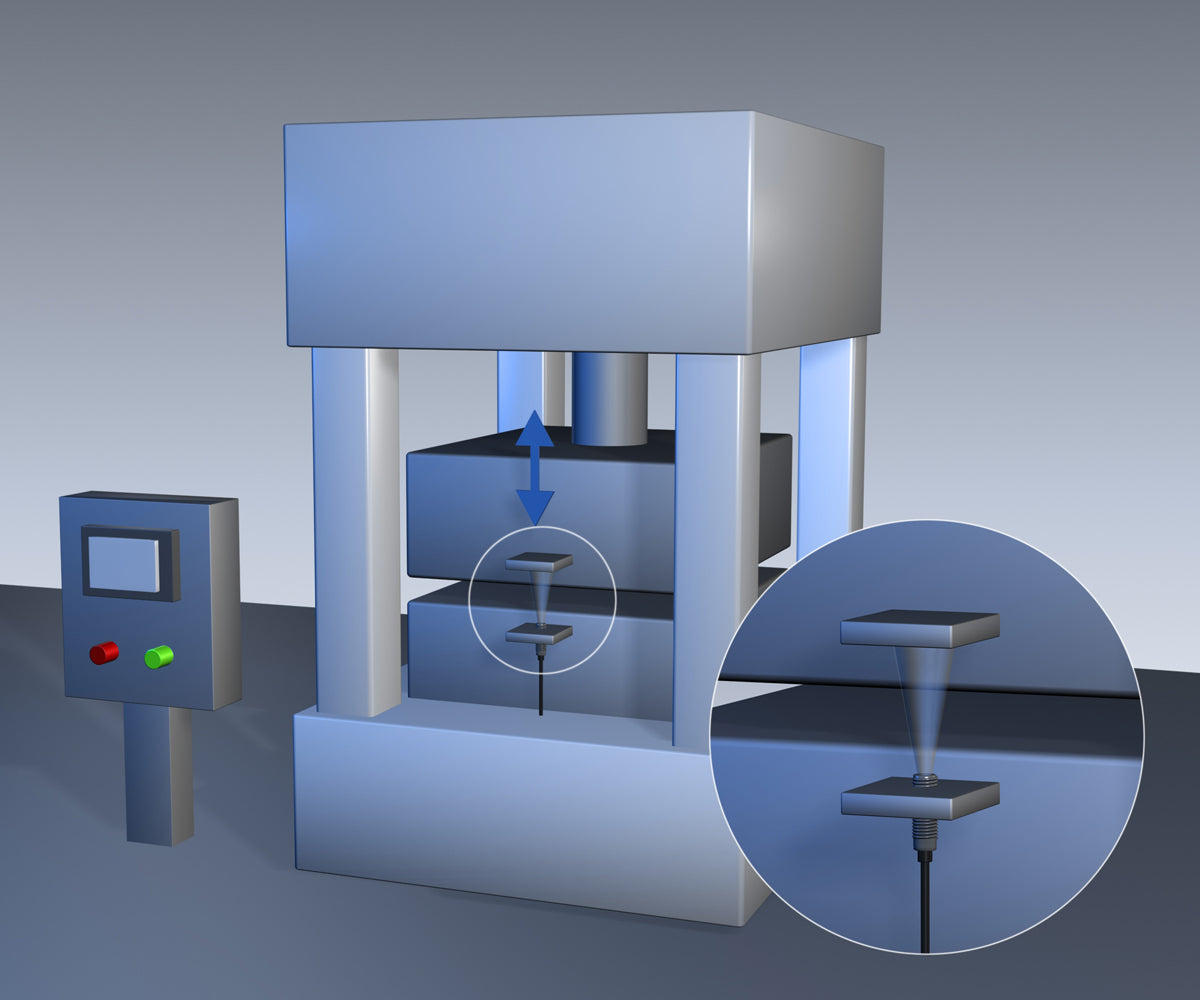
The DW-AS-603-M18-002 inductive sensor (Classics family, Basic range) meets the requirements of this application, due to its robust industrial construction and the proven reliability of its sensing capabilities in the required range.
A single sensor is mounted in an external angle bracket on the lower tool housing. Directly above it, a matching angle bracket on the upper housing serves as the reference surface. Before enabling tool release, this sensor is sampled. Since the target does not enter the switching range until the tool is fully closed, premature tool release is prevented.
The accuracy in switching distance of these sensors means that the upper tool half is only released when the tool is fully and correctly closed. This takes place with all the speed and consistency expected from an automated factory process.
By preventing the press from proceeding to the tool-change process with incorrectly closed tools, downtime and damage to tools and press are avoided.